





Progressiv Die Metal Stamping
Verktøytype: Progressive Die Metal Stamping
HT Tool and Dies Progressive Die Metal Stamping-produksjon er forpliktet til å tilby høykvalitets komponentproduksjonstjenester for bilindustrien, husholdningsapparater og elektronisk industri også. Gjennom avansert teknologi og utsøkt håndverk er vi i stand til å produsere nøyaktig de ulike komponentene som kreves for bildeler, elektroniske deler og husholdningsprodukter, og sikre at kvaliteten og ytelsen deres når optimale nivåer. For husholdningsapparater, enten det er vaskemaskiner, kjøleskap, klimaanlegg eller andre husholdningsapparater, kan vi tilby pålitelige løsninger for deg.
Grunnleggende informasjon
|
Type |
Kaldstempling |
|
Design |
CAD, CAE, UG, SOLIDWORK, etc. |
|
Standard komponent |
Misumi.Dayton, Sankyo eller andre kundeforespørseler |
|
Produktnavn |
Progressiv Die Metal Stamping |
|
Opprinnelse |
Dongguan, Kina |
|
Produksjonskapasitet |
300 sett med dies/år |
|
Transportpakke |
Trekasse |
produktbeskrivelse
|
Progressive Die Metal Stamping Fabrication |
|
|
Produktnavn: |
OEM Progressive Die Metal Stamping |
|
Materialkapasitet: |
rustfritt stål, aluminiumsplate, messing, kobber eller galvaniserte metallplater etc. |
|
Materialtykkelse: |
0.5-8mm eller tilpasset |
|
Overflatebehandling: |
maling, polering, børsting, forkroming, anodisering, etc. |
|
Prosessevne: |
Stempling, bøying, dyptrekking, skjæring, CNC-dreiing, fresing, boring, etc. |
|
Profesjonelt nivå: |
Følger strengt til tekniske spesifikasjoner for å opprettholde produktstyrke og presisjon, deltar i ekspertforhandlinger om teknikker, sikrer rask produksjon, opprettholder kvalitetssikring, utfører grundige 100 % inspeksjoner og legger til rette for rask og praktisk fraktlogistikk. |
|
Prøvetjeneste: |
Tilgjengelig |
|
Handelsperiode: |
EXW DONGGUAN.KINA |
|
Betalingsperiode: |
T/T |
|
Leveranse: |
Verktøy:4-5uker |
Hvorfor valgte oss?
Fordeler
Rimelig pris
Vi tilbyr svært konkurransedyktige priser i markedet.
01
Streng kvalitetssikring
Vårt strenge kvalitetskontrollsystem administreres under ISO9001-standardene.
02
Effektive dies produksjon og levering
Vi sørger for rask produksjon og levering innen 4-5uker.
03
Utstyr
Utstyrt med avansert maskineri og støttet av utmerkede forsknings- og utviklingsteam.
04
Dyktig arbeidskraft
Vårt team består av profesjonelle teknikere og svært erfarne arbeidere.
05

Virksomhetsomfang
Siden 2016 har HT spesialisert seg på produksjon og levering av et mangfoldig utvalg av stanseverktøy og matriser. Våre produkter inkluderer metallstansematriser, støpematriser, motorstator- og rotormatriser, samt ulike stanse- og injeksjonsdeler. Vi betjener stolt kunder fra forskjellige land, inkludert USA, Frankrike, Tyskland og India.
Hos HT er vårt forretningsgrunnlag bygget på å levere gode kvalitetsprodukter til kostnadseffektive priser. Vår misjon er å kontinuerlig skape verdier for våre kunder. Vi er stolte av å være ISO 9001-sertifisert, noe som sikrer vår forpliktelse til å opprettholde høykvalitetsstandarder.
Endelig kjøp med utenlandsk kunde

Informasjon om progressiv metallstempling
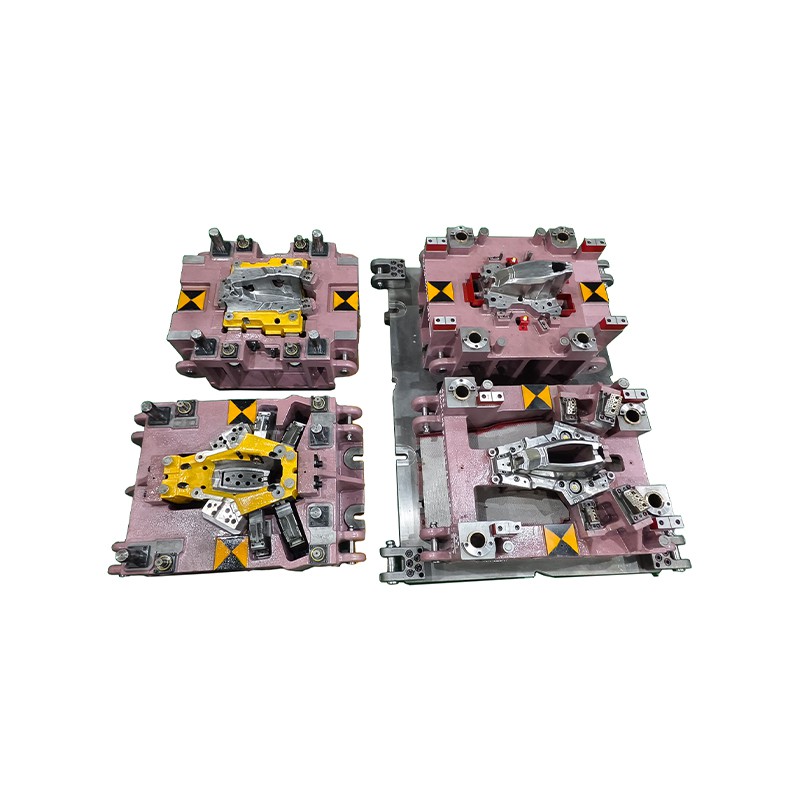
1.Struktur av Progressive Die Metal Stamping
Die Se:Dette er den støttende strukturen til dysen, inkludert den øvre dyseholderen og den nedre dyseholderen, som gir stabilitet og presisjon.
Punch and Die:Stansen er koblet til den øvre dysen og dysen er montert på dyseholderen. Formene til stansen og formen bestemmer formen på de stemplede delene.
Stanseverktøy:Brukes til å kutte metallplaten, formen og størrelsen på verktøyet avhenger av de spesifikke delene som behandles.
Die Core:Kjernedelen av dysen som danner den spesifikke formen til delen, vanligvis laget av materialer med høy hardhet.
Styresøyle og styrebuss:Styresøylen er installert på den øvre dyseholderen, og føringsbøssingen er montert på den nedre dyseholderen. De sikrer at de øvre og nedre formene forblir riktig justert og plassert under stemplingsprosessen.
Avisoleringsplate:Brukes til å fjerne den stemplede delen fra stanseverktøyet, for å sikre at delen frigjøres jevnt fra dysen.
2. Produksjon av vaskemaskinens delstempling involverer vanligvis flere prosesser, inkludert:

CNC fresing:Brukes til å bearbeide de grunnleggende omrissene og formen til formene, og forbedre maskineringspresisjon og effektivitet.

Trådskjæring:Ansatt for maskinering av komplekse interne og eksterne konturer og presise komponenter.

Maskinering av elektrisk utladning (EDM):Benyttes for bearbeiding av harde legeringsmaterialer og intrikate hulrom.

Sliping:Brukes for presisjonsbearbeiding av formene, for å sikre overflateglatthet og dimensjonsnøyaktighet.

Varmebehandling:Forbedrer hardheten og slitestyrken til dysematerialet, vanligvis med bråkjølings- og herdingsprosesser.

Overflatebehandling:Slik som forkromning og nitrering, forbedrer formenes slitestyrke og korrosjonsbestandighet ytterligere.
Slagkraft og hastighet:Disse bestemmer formingseffekten og kvaliteten til metallplaten.
Verktøyklaring:Avstanden mellom øvre og nedre dyser påvirker direkte presisjonen og kvaliteten til de stemplede delene. Det må justeres i henhold til tykkelsen og materialet på arket.
Verktøyets levetid: TLevetiden til formene bestemmes av valg av matrismaterialer, prosesseringsteknikker og riktig vedlikehold.
Smøring og kjøling:Under stemplingsprosessen kan smøring og avkjøling av stansene redusere slitasje og varmeakkumulering, og dermed forbedre stansenes levetid og kvaliteten på stemplingen.

4.Vedlikehold og stell av Progressive Die Metal Stamping
Inspiser regelmessig alle deler av formene for slitasje og skader, og reparer eller skift dem ut etter behov.
Hold vaskemaskindelens stanseform ren for å forhindre at metallspon og urenheter påvirker funksjonen og stemplingskvaliteten.
Smør bevegelige deler regelmessig, slik som styresøyler, styrehylser og utkasteranordninger.
Påfør rustforebyggende behandling på formene etter bruk, spesielt når de oppbevares i et fuktig miljø.
Hvordan samarbeide med oss?

Siden etableringen har HT Tool and Die levert progressive metallmatriser og -tjenester, inkludert verktøydesign, produksjon, prosessering og kjøp. Med tilpasningsevne, innovasjon og skreddersydde løsninger for kunder. Den har ISO-sertifisering, kvalitetsinspeksjonsutstyr og strenge kvalitetsstyringsprosesser. Det kan gi kundene høykvalitets diesprodukter som oppfyller standarder.
FAQ
Spørsmål: Hvilke materialer som er egnet for produksjon av Progressive Die Metal Stamping inkluderer primært følgende:
Spørsmål: Når du designer Progressive Die Metal Stamping, hvilke designprinsipper bør vurderes for å sikre presisjonen og holdbarheten til delene?
Spørsmål: Hvordan forlenge levetiden til Progressive Die Metal Stamping effektivt?
Spørsmål: Hvordan sikre høy presisjon og konsistens til Progressive Die Metal Stamping die under produksjonsprosessen?
Spørsmål: Hva er bruksområdene til Progressive Die Metal Stamping die ved produksjon av vaskemaskindeler?
Spørsmål: Hvordan kontrollere og redusere produksjonskostnadene for Progressive Die Metal Stamping?
Spørsmål: Hvordan designe et effektivt kjølesystem i formdesign for å forbedre produksjonseffektiviteten?
Spørsmål: Hvilke overflatebehandlingsteknikker kan brukes på vaskemaskindeler for å forbedre deres slitestyrke og korrosjonsbestandighet?
Spørsmål: Hva er designutfordringene til dyser med flere hulrom i produksjonen av Progressive Die Metal Stamping?
Spørsmål: Hva er de vanlige feilene i Progressive Die Metal Stamping? Hvordan kan feilanalyse og feilsøking utføres?
Spørsmål: Hva er bruksområdene og fordelene med CNC-maskineringsteknologi i Progressive Die Metal Stamping-produksjon?
Spørsmål: Hva er prøvestøpeprosessen etter at verktøyproduksjonen er fullført? Hvilke problemer bør noteres under prøveverktøyprosessen?
Spørsmål: Hva er bruken av Computer-Aided Engineering (CAE) i utformingen av Progressive Die Metal Stamping?
Spørsmål: Hva er rollen til verktøystandardisering i produksjonen av Progressive Die Metal Stamping?
Spørsmål: Hva er de mest brukte programvarene for verktøydesign?
Spørsmål: Hva er de siste trendene og den teknologiske utviklingen i den globale støpeformindustrien? Hvordan påvirker disse trendene produksjonen av Progressive Die Metal Stamping?
Populære tags: Progressive Die Metal Stamping, Kina Progressive Die Metal Stamping produsenter, leverandører, fabrikk
Et par
neiNeste
Gasskomfyr døDu kommer kanskje også til å like




Sende bookingforespørsel