





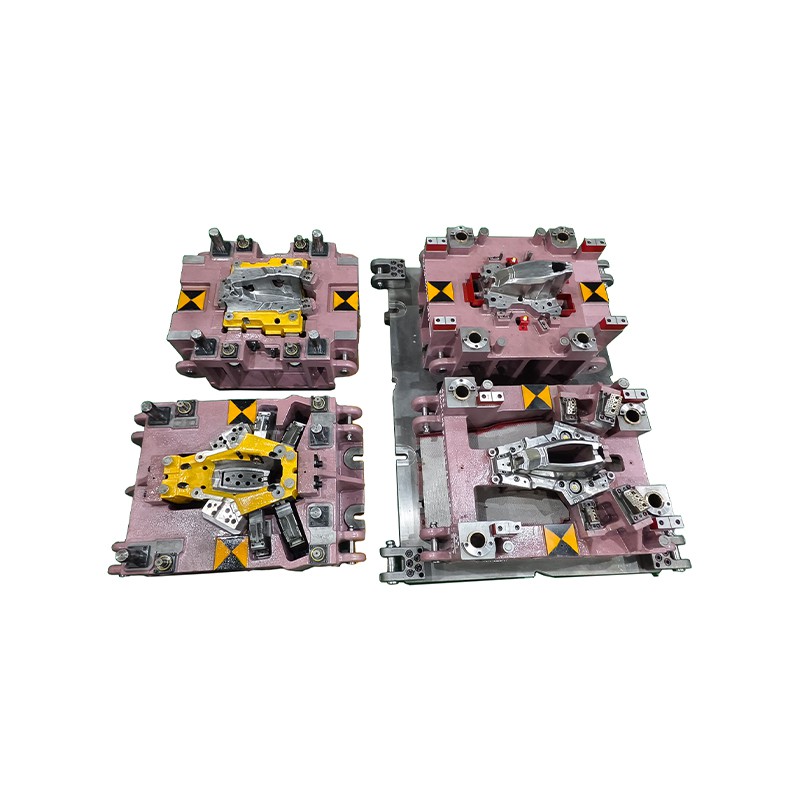
Progressive Die Tooling
RC5754 pluss TYPE A pluss ALUBVS-1.0mm
400T<2500x1025x700>
Progressiv formverktøyprosessdesign:
1. Prinsippet for å bestemme antall arbeidsstasjoner er å bruke færre arbeidsstasjoner uten å påvirke styrken til dysen, jo mindre den kumulative feilen er, desto høyere dimensjonsnøyaktighet til det stansede arbeidsstykket.
2. Når vi arrangerer sekvensen av stanse- og mateprosessen, setter vi stanseprosessen foran for å sikre direkte mating av materialet, og bruker det stansede hullet som veiledningsposisjoneringshull for å forbedre nøyaktigheten til arbeidsstykket. Men når det er relatert til en bøyningsstørrelse eller en utstående delposisjon, bør posisjonen til stansehullet bestemmes i henhold til den faktiske situasjonen.
3. I utformingen, gjør hver arbeidsstasjon har blitt dannet en del av skaden, slik at stripen materiale å holde i samme mate linje.
4. For dyser med mange prosesstrinn og med flere bøyearbeidstrinn, bør den konkave dysekanten tas inn i blokkstrukturen så mye som mulig, noe som kan realisere rask utskifting og omsliping.
Populære tags: progressive dø verktøy, Kina progressive dø verktøy produsenter, leverandører, fabrikk
Et par
Mikrobølgeovn DieNeste
Tandem døDu kommer kanskje også til å like




Sende bookingforespørsel